


温度循环对SMT焊点的影响分析
时间:2018-09-20 15:12:06 作者:临测检测技术(上海)有限公司 点击:
次
随着表面贴装技术广泛地应用于微电子电路,使得研究环境对焊点的可靠性影响等问题越来越重要,尤其是低周热疲劳问题。通过-40℃~125℃和0~100℃温度循环情况下的印刷电路板焊点拉拔实验及其实验数据找出温度变化对焊点失效的影响情况。分析得出随着温度循环数的增加,平均拉拔力从15N减小到5N,且温差越大拉拔力减小的速率越快,即实验1明显比试验2拉拔力下降速度快并且 终能减小到3.52N。分析其原因可知在经过长期的热循环,焊点和焊盘发生了部分开裂,但并没有导致电性失效。焊点部分开裂,使拉拔过程,在施加很小的力的情况下即使焊点发生失效。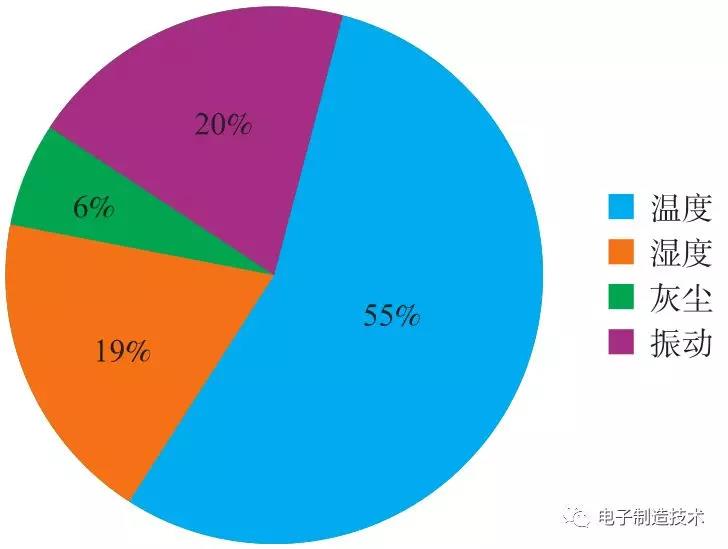
【关键词】微电子技术;SMT焊点;低周热循环实验;可靠性;温度
随着现在科学技术的发展,各种高精度现代智能电子设备的应用领域更加广泛,包括各种类型十分恶劣的环境,这其中很多环境都对电子产品的的整体质量与可靠性提出了更高的要求。
表面贴装技术SMT作为第4代封装技术被誉为90年代世界十大新技术之一,以其成本低、集成度高、电子组件重量轻、易于自动化等优点广泛应用于微电子电路,但是SMT的缺点是焊点寿命有限,可靠性较差。在表面贴装过程中,元器件(Components)与印刷电路板PCB(PrintedCircuitBoard)刚性连接形成组件。组件服役时由于热循环、振动和冲击等外界环境因素的影响,焊点内部不可避免地会产生交变的弹性应变、塑性应变乃至蠕变,这些应变的反复累积极易导致焊点的疲劳失效。大量研究实验表明在电子封装过程中焊点连接是非常重要的,许多人认为电子设备的可靠性常归根于焊点的可靠性,也有人认为随着焊点尺寸的越来越小,焊点成为 弱的连接环节,必须进行仔细研究设计以防疲劳失效。FDA认证
20世纪60年代末期和70年代早期IBM和Bell实验室的大量疲劳分析研究表明电子工业中焊点失效的主要原因是低周热疲劳,图1为根据U.S.AirForceAvionicsIntegrityProgram的统计数据所列出的影响电子设备可靠性的主要环境因素,由此可以看出温度是造成电子失效的 主要的因素,研究温度对封装焊点的影响也尤为重要。
1、热应力失效
目前IC封装概念已由器件封装扩展电子封装,即包括从芯片封装至元器件组装到印刷电路板上的全过程,电子封装发展总的原则是,在保证可靠性的前提下提高传输速度、提高功率、提高散热能力、增加输入/输出端口数、减小封装器件尺寸、降低生产成本;按封装和芯片的关系,电子封装可分为一级封装、二级封装、高密度封装及芯片直接贴装等形式。
电子封装器件在服役过程中,电路的周期性通断和环境温度的周期性变化使焊点经受温度循环作用,由于各材料间的热膨胀失配,如芯片载体材料Al2O3陶瓷的热膨胀系数(CTE)约为6.0×10-6/℃,基板材料环氧树脂/玻璃FR4的CTE约为15×10-6/℃,焊点内将产生周期性的应力应变过程,导致焊点中裂纹的萌生和扩展, 终致使焊点失效。图2所示为由于芯片、焊点、基板的热膨胀系数不匹配而使焊点在热循环过程中产生剪切应变。
经过许多学者、研究机构的进一步研究,至今普遍认为,焊点在热循环条件下的失效机制是蠕变、疲劳的交互作用,焊点的失效断口既有疲劳断裂特征的疲劳辉纹,又具有蠕变断裂特征的沿晶裂纹。对比了PBGA在两种温度循环条件下失效机制后发现,不同的温度循环条件下的失效机制也不同。 后认为在慢速升降温的条件下,系统有足够的时间达到均一的温度,失效表现为整体失效,而在快速升降温的条件下则表现为局部失配,大量研究也发现,同样是加速试验,-40℃~125℃比0~100℃加速快了3.5倍,并且发现了温度循环对焊点微结构的影响,由于BGA焊点和PCB之间的材料热膨胀系数较难匹配,这使得低周热疲劳成为焊点失效的 主要的原因。也由于此,以往国内外大部分学者对焊点失效研究都集中在热循环可靠性和热冲击试验及理论分析上。
2、实验
2.1低周热对比实验
针对温度循环对PCB引脚焊点的影响,设置如下实验,在研究中,OSP/Cu的FR4基板通过表面贴装技术(SMT)被用于不同的元件贴装。TSOP小间距焊点是很薄弱的连接单元,它将作为我们的研究重点。TSOP主体有17mm长,12mm宽,1mm厚,有48个引脚,相邻的两个引脚间距有0.5mm。引脚的材料是FeNi42合金,引脚表面涂层是厚度为0.02mm的Sn4Bi。贴装好后要在生产线进行功能测试,共取40个通过功能测试的印制电路板(PCBA)作为研究对象。用拉拔TSOP引脚的方法,评估焊点与PCB的可靠性。实验过程中,着重观察失效模式、拉拔力、拉拔距离随加速热循环数的变化。
高低温循环测试(ATC)是在温度循环箱内进行的,实验总共分为实验1和实验2,分别采用不同的温度区域进行循环实验。按照JEDEC标准JESD22-A104C来执行,实验1的温度循环条件是-40℃~125℃,实验2的温变是从0~100℃,在温度箱的里面,有9个热电偶分别放置在样品上来记录测试时的实际温度曲线,9个热电偶分别放置在温度箱的8个角和温度箱的中间位置。这种温度箱达到的变温效果很好,高低温变化与设定的温度相差不到10℃。每250循环做一次功能测试,每个温度循环60min。
实验1在-40℃和125℃驻留15min,升温和降温各占15min,实际温度循环曲线如图3所示。
实验2在每一个温度循环持续60min,包括15min驻留在0℃和100℃,15min的升温和降温,如图3所示。每250个循环做一次功能测试,检测是否有失效,的温度循环条件。温度曲线上下偏差不超过10℃,且只在变温与恒温的交界处有部分热电偶有温度波动的现象,可见温度箱实现变温的能力还是很强的,保证了实验数据的有效性。
由图3可以看出从升温阶段变到恒温阶段时,温度曲线会有波动,但是波动是在允许范围内的,此种温度箱的变温能力较好,从而保证整个测试的正常运行。
为了准确地得到地拉拔力,避免拉拔对相邻引脚的影响,拉拔前先把TSOP元件从中间切开,且拉拔时隔一个引脚拉拔一次,因此只拉拔单数引脚1、3、…、47,如图4所示。该引脚拉拔是在如图5的实验台进行的。拉拔的速度是0.5mm/min且通过实验台得到拉拔具体的力与距离的变化图如图6和图7所示。
引脚拉拔实验数据总结实验1是温度循环为-40℃~125℃,循环在0、250、750循环时,分别做了引脚拉拔实验,实验所得的拉拔力和拉开距离及失效模式分别汇总于图8和图9,由表1可以清晰的看到在拉拔引脚1~47的 大的拉拔力、 小拉拔力、平均拉拔力、拉拔后的失效模式等。
实验发现随着加速热循环次数的增多,焊点的拉拔力逐渐减小,在0和250循环时,平均拉拔力分别为13.53N和12.32N,到750循环时,平均拉拔力急剧减小到3.52N。焊点受的拉拔力随循环数增加而渐小。分析其原因,经过长期的热循环,焊点发生了部分开裂,但并没有导致电性失效。焊点部分开裂,使拉拔过程,在施加很小的力的情况下即发生失效。
引脚拉拔的两种失效模式焊点被拉开和焊盘被拉开如图10和图11所示。一般的,我们认为在焊点处被拉开是正常的,焊点相对于PCB板更加薄弱一些。如果焊盘被拉开就说明PCB有问题,需要改善PCB的质量。
2.2.2实验2引脚拉拔实验数据总结
实验2温度循环为0~100℃,引脚拉拔实验分别在0、250、750循环时做的,0循环时的实验结果在上节中已经介绍,如表2所示。在250、750循环所得的拉拔力和拉开距离及失效模式分别汇总于图12和13,由图可以清晰的看到在拉拔引脚1~47的 大的拉拔力、 小拉拔力、平均拉拔力、拉拔后的失效模式等。
实验2发现随着加速热循环次数的增多,焊点的拉拔力逐渐减小。由实验得知,在0和250循环时,平均拉拔力分别为13.53N和13.13N,到750循环时,平均拉拔力急剧减小到8.89N。焊点受的拉拔力随循环数增加而渐小,分析其原因,经过长期的热循环,焊点和焊盘发生了部分开裂,但并没有导致电性失效。焊点部分开裂,使拉拔过程,在施加很小的力的情况下即发生失效。
2.3 结果与分析
不同温度循环的引脚的拉拔实验,得出两种失效模式,焊点被拉开和焊盘被拉开两种方式,随着实验循环数的增加,所用的拉拔力越来越小,且实验1的拉拔力比实验2小,平均拉拔力减小的速率快,可见,温差越大对焊点的影响越大。实验1和2的平均拉拔力如图14所示,拉拔力随循环数的增加呈下降趋势。并且从焊盘被拉开的次数随温度循环次数的变化中能够看出来,随着温度循环次数的增加,焊盘被拉开的概率也逐渐增大,如图15所示。
3、结论
通过对两种温度循环进行实验,实验1的-40℃~125℃和实验2的0~100℃的对比,用引脚拉拔的方法比较不同温度循环下的失效模式、平均拉拔力、拉拔距离等。实验发现,随着温度循环数的增加,平均拉拔力减小,且温差越大拉拔力减小的速率越快。焊点受的拉拔力随循环数增加而渐小,并且从焊盘被拉开的次数随温度循环次数的变化中能够看出来,随着温度循环次数的增加,焊盘被拉开的概率也逐渐增大。分析其原因知道,经过长期的热循环,焊点和焊盘发生了部分开裂,但并没有导致电性失效。焊点部分开裂,使拉拔过程,在施加很小的力的情况下即发生失效。


